Operation of a modern cupola furnace. Taken from Enríquez et al. 2015: 2.
The cupola furnace was the usual furnace for melting and casting iron (as well as many other metals) from ancient times. It is still used in some places today, though in modern times other, more convenient, techniques are more commonly used. The illustration on the right shows the basic principles: Iron, fuel, and often a flux (limestone) are charged at the top, air is blown in near the bottom, the burning fuel melts the iron, and molten iron is tapped out at the bottom. The fuel was charcoal in ancient times, in modern times normally coke. The iron may be pig iron from a blast furnace, but it is very commonly iron or steel scrap. If low-carbon iron or steel is charged, it takes up carbon from the fuel until its melting point is sufficiently low to melt.

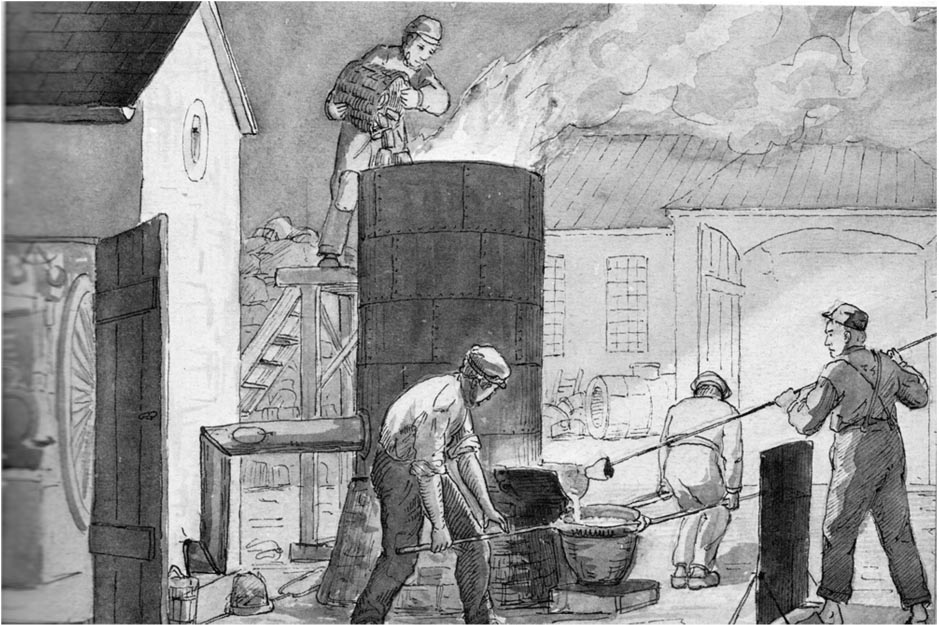
Danish cupola furnace, 1890. Taken from Witt 1980.
Operation of an older and simpler cupola furnace is shown here. The air blast is powered by a steam engine. The man at the right opens and closes the taphole. A small screen protects him from radiant heat from the white-hot molten iron.
An early modern Chinese cupola

Diagram of a traditional Chinese cupola furnace, perhaps in Shanghai, from Gottwald 1938. Dimensions in millimetres; Düse means ‘tuyère’.
Here we shall first see some early modern and traditional cupola furnaces, mostly in China, then go on to consider what we know of Chinese cupola furnaces from earlier times. Here on the left is a diagram of a late traditional cupola. As is seen very often in Chinese furnaces, it can be taken apart into sections for easy maintenance. Below are a diagram and photographs of a cupola with some improvements for more efficient operation, together with a film showing a similar furnace in operation.
 |
 |
 |
Diagram and photographs of a ‘Chinese cupola furnace with European influence’, perhaps in Shanghai, from Gottwald 1938. The photographs show the furnace respectively in operation and dismantled for maintenance. Dimensions are in millimetres. European influence is seen in the use of multiple tuyères and the bottom drop-plate for maintenance.
Film of casting operations at a Chinese iron foundry, 东莞铸造厂.
Downloaded from v.youku.com/v_show/id_XMjQ1ODExMTE2.htm.
An old-fashioned Chinese cupola



Operation of a cupola furnace at a machine works of the National Resources Commission 资源委员会, Chengdu, Sichuan, photographed by Joseph Needham in 1943. Archives of the Needham Research Institute, Cambridge, SZE/2, nos. 24, 26, 27.
The small three-section cupola
In the past various strategies have sometimes been used to avoid holes in the side of a shaft furnace – blast furnace or cupola furnace. The blast hole and the taphole are trouble spots where accidents can occur.
A type of cupola furnace sometimes used for small-scale foundrywork has no taphole. Like many larger Chinese furnaces, it is constructed in three sections. Iron and fuel are charged in the usual way, air is blown in, the fuel burns, and the iron melts. The upper sections are then removed and the molten iron is poured from the bottom section.The best documentation of this type of furnace is these illustrations of Gypsy ironfounders in Europe.

18th-century illustration of one kind of cupola furnace used by Gypsy ironfounders in Europe (Réaumur 1722, pl. 13; Sisco & Smith 1956).

Gypsy cannonball-founders in Britain, ca. 1800. Reproduced from Pyne 1808: 93.
The Gypsies are a wandering people, traditionally without fixed abode and without writing. Their history is therefore cloudy, but they appear to have come to Europe from India in Medieval times, and they may have been the first ironfounders in Europe. Their technology undoubtedly came originally from China.
I have not found an illustration of this type of furnace in China, but a good description by a foreign traveller somewhere near Guangzhou in 1899 is reproduced here, together with a poor photograph of a similar furnace in Laos from about the same time.

Small iron foundry in Laos, 1900.
‘They place old cooking pots on a small charcoal stove. Bellows similar to those we saw so often in China blow in air. While the iron is being melted, a Tai Neua man prepares the mold of hardened clay and smears it with soot mixed with water. This layer will prevent the content from sticking. In a few minutes, everything is ready. The molten metal is poured into the mold, and the perfectly made plowshare is sold for six salung, or about 60 cents, to the potential client who oversaw the operation’ (Raquez 2019: 133).
Operation of a Chinese iron foundry, probably somewhere near Guangzhou, in 1899.
At Huangkiao we witnessed the operations of a Chinese iron foundry. The furnace was very simple in construction, being made of clay in three sections. The lowermost was what might be called the crucible, and was the receptacle for the molten metal, being about a cubic foot [28 litres] in capacity. The middle section was a ring of the same diameter as the lower section, and about eight inches [20 cm] in height. In this was a hole to receive the blast pipe, the blast being supplied by a native ‘box’ bellows of the usual type. The upper section was another ring about a foot [30 cm] high. I was not fortunate enough to see the putting together of the furnace; when I saw it, the operation was begun, and a man was piling on the last of the charge – scrap cast iron and coke. One man was then pumping the blast; I waited till I saw the yellow flame begin to show above the piled up iron, which gradually sank down as that below melted. By and by two men pumped the blast. As the process went on, a still stronger blast was needed, so a third man helped at the bellows, and the pumping grew fast and furious, while one workman, wearing an old broad-brimmed straw hat to protect his head and face from the shower of sparks, stirred the glowing mass with an iron rod. In due time the melting was finished, the molten iron having fallen through to the bottom section of the furnace. The blast was stopped, the bellows disconnected, and the upper and middle sections of the furnace taken off and laid aside. The surface of the molten iron being skimmed of its slag, it was well covered with rice husk ashes. This protected the face of the man who next had to handle it from the intense heat that would otherwise have radiated from the molten iron. This man’s duty was to clasp the crucible in his arms, literally hugging it to himself, and to fill the molds arranged around. In this he was assisted by a woman, who raked back the ashes where the iron was to run out. On this occasion plowshares were the result of the operation, the one charge being sufficient to cast about 20. Almost immediately following this man was another, who took the molds apart and removed their contents. No sooner were the molds empty, than the workmen set about repairing their inner surface with a black paste, ready for another casting. Upon inquiry I was told that about 50 catties [ca. 30 kg] of iron and 20 catties [ca. 12 kg] of fuel constituted one charge for the furnace, and that four meltings were effected in a day’s work.
(Anon. 1899)
It is startling to read that the worker ‘clasps the crucible in his arms, literally hugging it to himself.’ The effect of radiant heat from molten iron is vividly seen on the faces of some workers, below on the left. One means of protection from radiant heat in this operation is shown on the right.

Casting woks. Watercolour by an unknown Chinese artist, 18th century?
Permission has been purchased from The Bridgeman Art Library.

Tapping iron in Anhui, 1958, photographed by Rewi Alley. Archives of the Needham Research Institute, Cambridge.
Cupolas with the tuyère inserted through the mouth
The use of a blast-hole has sometimes been avoided by inserting the tuyère through the mouth of the furnace. This trick was used in bronze- and iron-casting in ancient China, as we shall see further below, but it seems to have been rare in modern times. Here below, on the right, is such a cupola furnace in Afghanistan in the 1960’s. The Chinese painting on the left may show a similar method, with a tuyère inserted into the mouth of a crucible.



Iron cupola in Herat, Afghanistan, 1960’s (Bjerresø 1971, 171). a. Overall view. b. Tapping; note multiple tapholes. c. Diagram of blast arrangement.

Melting iron? Gouache painting by an unknown Chinese artist, probably in Guangzhou, mid-19th century. Reproduced with the permission of Martyn Gregory Gallery, London.
Cupolas tapped by tilting
Here is another way of avoiding accidents in the opening and closing of the taphole. The taphole is placed higher than the upper surface of the molten iron, and is always open. The iron is tapped by tilting the entire furnace. We have already seen this kind of arrangement in traditional Chinese blast furnaces. These illustrations show its use in some traditional cupola furnaces in China and Thailand.

Wok foundry in Guangzhou, mid-19th century. British Museum, Oriental and India Office Collections, Add. Or 2340.
For the entire album from which this illustration is taken see Wagner 1999.

Small cupola furnace in De’an, Jiangxi, 1920’s. Hommel 1937: 27. The scale ‘2 Ft.’ = 61 cm.
 |
 |
 |
| Traditional cupola furnace in Thailand, photographed by Robert Thomsen, 1970. | ||
Iron Casting in Stone Moulds in Huize 会泽, Yunnan, 2009. 50-second film-clip from a longer film by Yang Ruidong 杨 瑞栋, reproduced with his permission.
A 14th-century Chinese cupola furnace
On the melting and casting of iron in the Song and Yuan we seem to have only one source, Ao bo tu 熬波图, a description of the casting of salt-boiling pans at Huating 华亭, near modern Shanghai, by Chen Chun 陈椿 in the period 1333–1335.
A late version of Chen Chun’s illustration of the melting furnace is shown here. It is a cupola furnace with the blast provided by two man-powered single-action box-bellows. Chen Chun states that the furnace was built of ‘pitcher sand, white earth, charcoal powder, and wheat ears mixed with clay’. It is charged with equal parts by weight of old iron pots and charcoal. The mould for a large salt-boiling pan, or for a part of a very large pan, is seen dug into the earth in front of the furnace: when the clay seal of the tapping hole is broken out, the molten iron flows through a channel into the mould.

Zhuzao tie pan 铸造铁柈 (Casting a salt-boiling basin), from Ao bo tu 熬波图, Siku quanshu 四库全书 edition.
Cupola furnaces in Chinese archaeology
The furnaces used in ancient times to melt bronze and iron are known only from fragments found in the excavation of foundry sites. Archaeologists have studied these intensively with a view to the reconstruction of the ancient furnaces, and work by Li Jinghua has brought new clarity to the subject.
Early bronze-melting cupolas
Many Shang and Zhou artefacts which formerly were believed to be fragments of ‘crucibles’ are now known to have been exposed to much higher temperatures on their inner surfaces than on the outside. They must therefore be fragments of a kind of cupola furnace, but since there is no sign of holes in the sides it must be assumed that air was blown in from the top, and that molten bronze was poured out rather than being tapped through a taphole. The illustrations below show a furnace of this type, together with Li Jinghua’s reconstruction of how it was used. It is a large ceramic gang 缸 pot for strength, plastered inside and out with straw-tempered clay for fire-resistance and insulation. A collar was placed on the mouth of this pot to extend its height. Charcoal and bronze metal were charged in and ignited, and air was blown in through one or more tuyères inserted into the furnace burden. When the metal was molten the collar was removed and the liquid metal was poured into the mould (or into a ladle and from the ladle into the mould). Li Jinghua believes that in early times air was blown by mouth through these tubes; perhaps so, but one must suspect that a bellows of one sort or another was a very early invention.
 |  |
 |
Left: Photograph and sketch of a bronze-melting furnace from a Shang-period site in Zhengzhou (artefact no. C5.3T302②:83). Reproduced from Zhengzhou Shangcheng 2001: p. 339, pl. 54.1, where it is referred to as a crucible (ganguo 坩埚). Right: Diagram showing how a Shang-period bronze-melting furnace might have functioned. Li Jinghua 1994: 145.

Reconstruction of a type of bronze-melting furnace found at many foundry sites of the Spring and Autumn period. Li Jinghua 1994 147.
One of several later types of bronze-melting furnace is shown here on the right. This is in three sections. It has a single tuyère of straw-tempered clay, and is believed to have been blown with some type of bellows.
Warring States period iron cupolas
Two large iron-foundry sites of the Warring States period have been studied by Li Jinghua. He reconstructs several different types of melting furnace. The first is a small sectional furnace like the bronze-melting furnace shown directly above, with diameter ca. 0.9 m and wall thickness 4–6 cm. This type is of course very similar to the traditional three-section cupolas used in recent centuries, though these have had the blast directed through a hole in the side rather than through the top. Small sectional furnaces like this one seem never to have gone out of use, but larger furnaces, more productive and undoubtedly more efficient, came into use well before the end of the Warring States period. The illustrations below show two of these, large shaft furnaces which could not be tapped in the same way as the smaller ones. There must have been a taphole in this type of furnace, though it seems that no direct evidence of it has been found. The hole would have been kept plugged with clay until a certain amount of molten iron had gathered in the bottom. The plug was broken open to allow the iron to flow out, after which the taphole was replugged. As in all of the iron-foundry furnaces reconstructed from this time, the tuyère was inserted downward through the mouth of the furnace. The more elaborate version of this basic design, shown on the right, was built of refractory bricks, reinforced with iron plates.

One type of iron-melting furnace of the Warring States period, reconstructed from fragments excavated at an iron-foundry site at Gaocheng in Dengfeng County 登封县告城, Henan. Inner diameter 1.14 cm. The furnace lining is 1–5 mm thick, of heavily sand-tempered clay, the wall itself ca. 15 cm thick, in two layers of straw-tempered clay. Li Jinghua 1994: 148.

Reconstruction of another type of iron-melting furnace of the Warring States period, reconstructed from fragments found at an iron-foundry site at Gaocheng in Dengfeng County 登封縣告城, Henan. Dimensions not given. Li Jinghua 1994: 150.
A Han-period iron cupola

Reconstruction of a Han-period cupola furnace excavated at Wafangzhuang in Nanyang, Henan 南阳瓦房庄. Outer diameter at base, 2.3 m, height 3–4 m. ‘Henan Han-dai yetie jishu chutan’ 1978: 12.
Cupola furnaces have been found at numerous Han ironworks sites, including Guxingzhen 古荥镇, Tieshenggou 铁生沟, and Wafangzhuang 瓦房庄. Nine were found at Wafangzhuang, and from this material Chinese metallurgists and archaeologists have produced the reconstruction shown here. It is built of brick with inner and outer layers of refractory clay. The height is 3–4 metres, inside diameter ca. 1.5 m. The base includes a hollow space, 17 cm high, supported by 12–15 cylindrical bricks. The fuel used was charcoal.
The design of the furnace suggests that great attention was paid to the generation of high temperatures at a relatively high fuel efficiency. The hollow base and the thick walls (20–30 cm) provided thermal insulation. It can be seen that air from the bellows passes through a pipe up one side of the furnace, over the top, and down the other side to the tuyère. This arrangement provides for recycling of heat otherwise lost through the top. There are good reasons for assuming some such arrangement: many of the earthenware pipes found have been subjected to such high heat that their surfaces are partially vitrified, and the directions of glass drips indicate the spatial orientations of the pipes in use.
References
Anon. 1899. ‘Method of operating a Chinese iron foundry’. American manufacturer 64: 125. ‘From the “Celestial Empire” of November 21.’
Bjerresø, Henrik. 1971. ‘Jernstøberier i Afghanistan’. Jordens folk: Etnografisk revy 7.4: 167–75. In Danish.
Enríquez, José L., Enrique Tremps , Iñigo Ruiz-Bustinza, Carlos Morón , Alfonso García-García, José I. Robla , and Carmen González-Gasca. 2015. ‘Smelting in cupola furnace for recarburization of direct reduction iron’. Revista de metallurgia 51.4: 1–9.
Gottwald, A. 1938. ‘Über den heutigen Stand der Gusseisenindustrie in China’. Technische Mitteilungen Krupp: Technische Berichte (Fried. Krupp AG, Essen) 6.4: 108–12.
‘Henan Han-dai yetie jishu chutan 河南汉代冶铁技术初探’. Kaogu xuebao 考古学报 1978.1: 1–24 + plates 1–2.
Li Jinghua 李京华. 1994. Zhongyuan gudai yejin jishu yanjiu 中原古代冶金技术研究 (‘Studies of metallurgical techniques in the ancient Central Plains’). Zhengzhou: Zhongzhou Guji Chubanshe 中州古籍出版社.
Needham, Joseph, and Dorothy Needham. 1948. Science outpost: Papers of the Sino–British Science Co-operation Office (British Council Scientific Office in China) 1942–1946. London: Pilot Press.
Pyne, William Henry. 1808. Microcosm or, A picturesque delineation of the arts, agriculture, and manufactures of Great Britain in a series of above a thousand groups of small figures for the embellishment of landscape. London: T. Bensley. Repr. New York: Benjamin Blom, 1971.
Raquez, Alfred 2019. Laotian pages: A classic account of travel in Upper, Middle and Lower Laos, Copenhagen: NIAS Press. Translated from Pages laotiennes, Hanoi 1902.
Réaumur, [René Antoine Ferchault de, 1683–1757]. 1722. L’art de convertir le fer forgé en acier, et l’art d’adoucir le fer fondu, ou de faire des ouvrages de fer aussi finis que de fer forgé. Paris: Michel Brunet. Tr. Sisco & Smith (1956). books.google.com/books?id=9iwVAAAAQAAJ
Sisco, Anneliese Grünhaldt (tr.), and Cyril Stanley (ed.) Smith. 1956. Réaumur's Memoirs on iron and steel: A translation from the original printed in 1722. Chicago: University of Chicago Press. Orig. Réaumur 1722.
Wagner, Donald B. 1999. ‘The casting of iron woks in Guangdong, China, in 1840’. donwagner.dk/wok/wok.html
Witt, T. 1980. Aalborg og fabrikkerne – byvækst i 1890-erne. Aalborg, Denmark.
Zhengzhou Shang cheng: 1953–1985 nian kaogu fajue baogao 郑州商城—1953–1985 年考古发掘报告 (‘The site of Shang dynasty city in Zhengzhou: A report on the 1953–1985 excavations’). Ed. by Henan Provincial Institute of Cultural Relics and Archaeology 河南省文物考古研究所. 3 vols., Wenwu Chubanshe, Beijing, 2001.
Last edited by DBW 25 February 2023