









Poster presentation
‘Founders, smiths and platers: International Conference on metal forming and finishing from the earliest times’
Oxford, 20-24 September, 1999
One of the marvels of the traditional Chinese foundry industry was the cast-iron wok – the round-bottomed cooking pan used for stir-frying and a thousand other purposes in Chinese cooking. It can be a metre or more in diameter and only a few millimetres thick, and was in early times cast in iron with only about 0.2% silicon - yet it was generally grey-cast. This was accomplished by casting in massive ceramic moulds which were heated to a red heat before casting and then allowed to cool very slowly, taking several days to reach ambient temperature. From the late 19th century, with the availability of high-silicon foundry iron, the technique was simplified dramatically, but the casting of woks remained a sophisticated specialisation in the Chinese foundry industry.
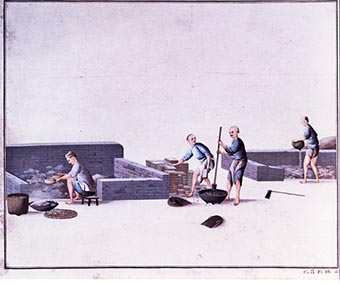
Shown here are reproductions of an album of ten gouaches by an unknown Chinese artist, probably about 1840, now in the British Library (Oriental and India Office Collections, Add.Or 2333-2342). It shows the stages in the process of casting woks by the older 'hot mould' technique.
An anonymous article, signed only with the initials 'T.I.B.', in the English Chemical news for 25 July 1884, gives a remarkable description of the process as it was carried out in 'Sam-tiu-chuk', 'one of the principal towns of the sparsely populated and mountainous district of Kwei-shin'. This is in modern Huiyang County, Guangdong, about 130 km east of Guangzhou (Canton).
T.I.B.'s description of the moulding and casting of the woks in Sam-tiu-chuk, reproduced here in a separate box, is almost a perfect gloss for our album, though various discrepancies will also be seen.
Notice that T.I.B. says the sprue is sawn off, and that holes are bored for the handles – so there is no doubt that the wok is grey-cast.
Click on an image to see it enlarged.

1. Collecting scrap from old pots
收鐵鑊料
2. Crushing clay; sieving clay
椿坭篩坭

3. Fashioning the moulds; sweeping the upper mould with a template
造模車上模

4. Applying the coating; sweeping the lower mould with a template
上色車下模

5. Joining the moulds; inspecting the moulds
合模探模

6. Placing the moulds; firing the moulds
落模燒模

7. Removing the red-hot moulds
模紅出模

8. Pouring the molten iron
落鐵水

9. Removing the moulds; finishing the woks
去模棟鑊

10. Repairing imperfect products
修補下貨
For making the very thin rice pans which are cast without handles, pure native iron alone can be used; as being smelted with charcoal, it has the property, when melted, of being more fluid than iron smelted with coal; or it may be that the iron itself being uncontaminated with sulphur, or phosphorus, possesses the property of greater fluidity on this account.
The moulds in which the pans are cast require weeks of tedious and patient labour to bring them to perfection. They are composed of two parts - an upper and a lower – and they are made of carefully puddled clay, the upper portion about an inch and a half and the lower somewhat thicker; the lower or under half is full of round holes about half an inch in diameter, which pierce about two thirds the thickness of the mould; these holes are made in order to allow the clay to dry thoroughly; the moulds are turned true on a revolving potter's table of the usual pattern, and when quite dry receive a final coating of fine moulding sand, and are made perfectly smooth. The two portions of the mould are then luted together with clay and placed in a large round oven some six feet or more in diameter.
The pans are cast bottom upwards, each mould having a runner but no riser; the upper portion of the mould has three little legs in order to support it when drying previously to the two moulds being luted together. After being placed in the oven, which is some two and a half feet deep, the moulds are surrounded with charcoal, which is fired, and the ovens closely covered with a curiously constructed earthenware, or rather dried clay cover, kept together . . . with bands and straps of iron. The process is so timed that by the time the moulds are at a bright red heat or almost white heat, the iron in the cupola is melted, and ready for tapping; the molten metal is then run into ladles made for the purpose, and quickly poured into the moulds. When these are all filled, the cover of the oven is re-adjusted, and the whole left to anneal or cool gradually.
The great secret about this process, which enables the Chinese founders to cast their iron pans of such large diameter, yet so thin and light as to be scarcely thicker than a sheet of paper, appears to be the use of highly heated moulds, and pure iron smelted with charcoal. When the ovens and their contents have cooled down, which takes about two days, the luting attaching the upper portion of the mould to the lower is carefully removed, and the moulds being separated the pan can be extracted; when the operation has been successful, the same mould can, with a little touching up, be used several times.
The pans now have each attached to its bottom a runner or lump of iron, of greater or less size, which, from the extreme thinness of the pans, making them but little less brittle than earthenware, requires the greatest care in its removal; these runners are carefully sawn off, the use of the more expeditious cold chisel being more likely to cause fracture than the slower but steadier saw; the edges are smoothed down, and the pan is ready for the export market. Handles are attached to these pans by the retail dealers, who bore holes near the rim of the pan, and attach small ribbons of iron for the purpose of handles.
‘T.I.B.’ in Chemical news, 25 July 1884, pp. 40-41