
20 April 1986 / 19 November 2021
Section 2 below is a report that I wrote in 1986 about unfnished experiments in 1985. This introduction to the report is a lightly edited version of the PowerPoint presentation that I gave at the Historical Metallurgy Society Research in Progress virtual conference, 13 November 2021.
By now it is well known that iron was being cast in China by the fourth or third century BCE. Here are some examples: a cap for a wooden spade, another kind of spade, and a ploughshare, all from the 3rd to 2nd century BCE
At this early time, implements were mostly made of cast iron, like these, and weapons were made mostly of wrought iron or steel.
Now here are some remarkable artefacts, mining tools from a copper mine. Wooden shafts and cast-iron tips. You can see that they were hammered into cracks in the rock. How could cast iron stand up to that abuse without breaking? The microstructure shows that this is what we today call “malleable cast iron”.

Most readers know what I am going to tell here, but I will tell it anyway in order to be sure we are all on the same page.
Here is the familiar iron–carbon phase diagram. There are two systems superimposed in this diagram, the metastable iron–cementite system and the stable iron–graphite system.

So when molten iron solidifies in a mould, the carbon in the iron can solidify as cementite (Fe3C) or as graphite.
Here are the basic ways in which molten cast iron can solidify:

White cast iron, in which all of the carbon is in iron carbide, cementite; Grey cast iron, with graphite flakes in ferrite or pearlite or a mixture of both.
These are both brittle, white cast iron because cementite is very hard, grey cast iron because the soft graphite flakes act as internal cracks.
When the iron is alloyed with magnesium or cerium, you can get graphite spheroids in ferrite or pearlite or both. This is called SG-iron, for “spheroidal graphite” (or, pedantically, “spherulitic”), also called ductile cast iron. This is a much better material for most purposes than either white or grey cast iron. That is because round inclusions have much less effect on the toughness of the iron than the flakes in grey cast iron.
SG-iron was discovered by Henning Morrogh in Birmingham in the 1940’s. (Though Wikipedia says it was discovered by an American in 1943.)
There have been some claims that this invention was anticipated in China in ancient times. That is a misunderstanding, as we shall see.
If you cast something as white cast iron, and then anneal it for a period of days at a high temperature, for example 900–1000 degrees, the cementite in the structure breaks down and graphite is precipitated; the alloy goes from the metastable to the stable equiibrium. The form of the precipated graphite is most often in the form of nodules like what you see here. This is what we call “malleable cast iron”.
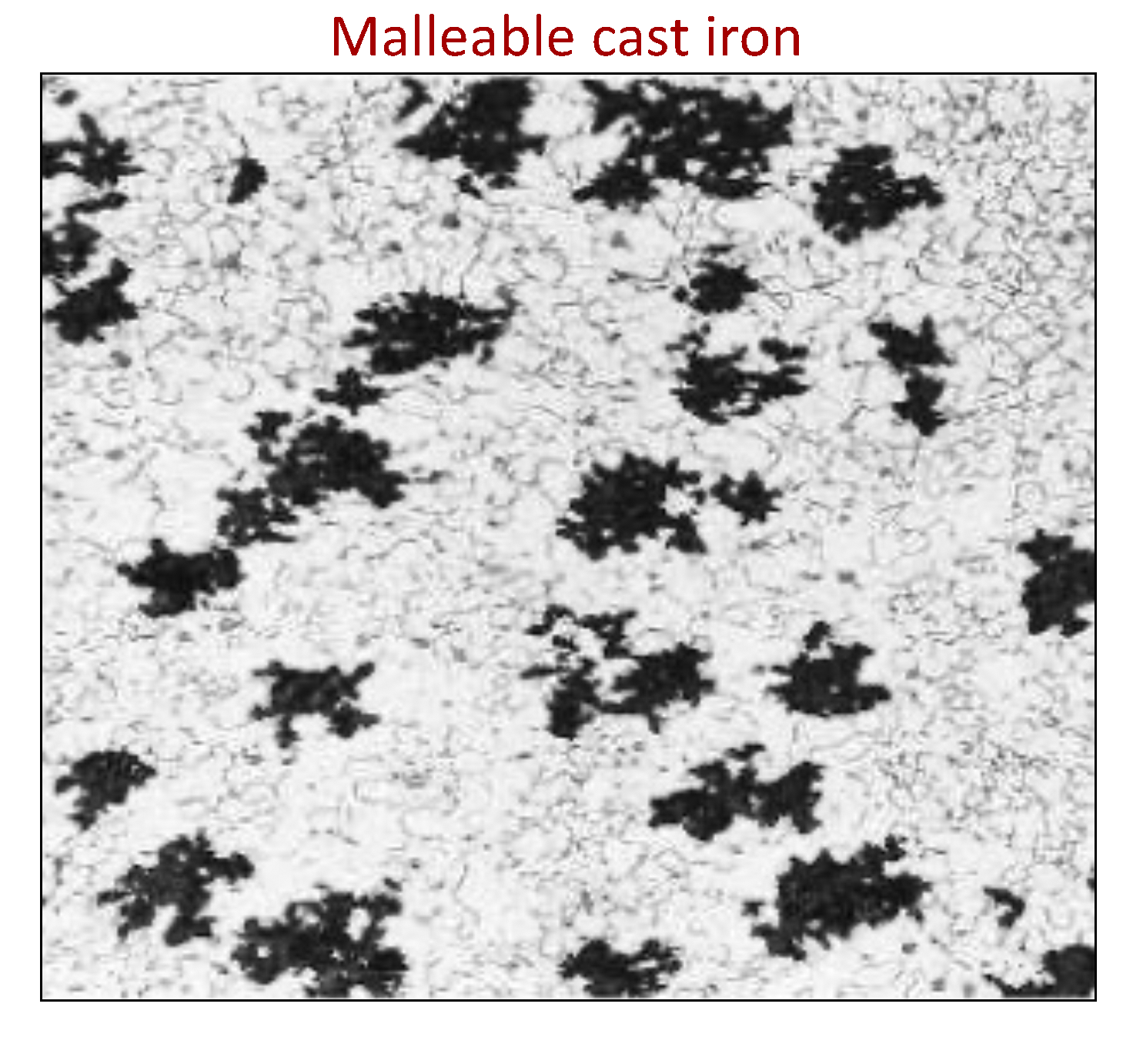
These nodules have much less effect on the toughness of the iron than the flakes in grey cast iron, though more than the spheroids in SG-iron.
Here are a few more examples of ancient Chinese malleable cast iron. A hoe-head, a spade-head, and a cap for a wooden spade or hoe.

But this and a number of other artefacts attracted a lot of attention in the 1970’s:

The micro shows perfectly spheroidal graphite. There were some who got the idea that SG-iron had been invented in China two millennia before Morrogh. But as you can see, this is not alloyed with magnesium or cerium or anything else. This is temper graphite in malleable cast iron, precipitated in the solid state.
Actually it is well known that you can get this graphite form in malleable cast iron if sulphur is high and not matched by manganese to form MnS (e.g. Hultberg & Östberg 1954; Rote et al. 1956; Stein et al. 1970). In this artefact the sulphur is very very low, and partly matched by manganese.
So it’s a mystery how this structure comes to be, and in the early 1980’s I started a series of experiments to try to figure that out.
When I started out I knew some things that make ancient Chinese cast iron different from modern cast iron.
First of all, the silicon content is always very low. And sulphur and manganese are also very low. And in fact all alloying elements. Here is a summary of analyses of 50 cast-iron artefacts from before 200 CE:
| Si% | 0.16 ± 0.12 | min 0 | max 0.53 |
| Mn% | 0.17 ± 0.21 | min 0 | max 0.6 |
| S% | 0.03 ± 0.02 | min 0 | max 0.075 |
The next fact is that these artefacts were often cast in iron moulds, like this one:

And finally, they are often very thin, 2–3 mm. So maybe fast cooling in the mould might be part of the answer.
I did some rather random experiments, and one of them turned out like this:

This sample has nice SG graphite in a thin casting with low silicon, sulphur, and manganese, cast in a steel mould.
That encouraged me to continue. I planned and executed a more systematic series of experiments.
I used these steel moulds:

They give a thin plate, with adjustable thickness, and a massive casting head. So I could compare the effect of a treatment on thick and thin samples of exactly the same composition.
Section 2 below give details of these experiments. Here I will show some representative results. Most of the anneals start with a pre-anneal at 400°C. This is normal practice in modern malleable cast iron production, because it greatly increases graphite nucleation. I did it to simulate the slow warm-up that would have been normal in the ancient Chinese annealing ovens.

The thin plate, annealed as you see there, has nearly spheroidal graphite. The graphite in the thick sample is more ragged, as you can more or less see in the light micro. Deep-etched, in the SEM, the difference is much clearer:


The first thing to notice is that these micros are all at the same magnification. Silicon has a major effect on the nucleation of graphite, so at higher silicon there are more graphite nodules (roughly 1000 times more), and therefore they are smaller.
It is clear that the lower-silicon samples have more compact graphite than the higher-silicon ones. I don’t have deep-etched micros for any but the lowest-silicon sample. Zooming in on the high-silicon samples, you can see that the graphite is very different from the low-silicon samples:

So these experiments have shown that silicon content and section thickness have real effects on temper-graphite morphology. As far as I know, this has not been reported in the literature.
But much more needs to be done to understand what is really going on here.
In most of the samples with low silicon there was a layer of graphite just under the surface of the iron:

There is an iron layer, only about 8 microns thick, then a layer of graphite. This sample was the very devil to prepare. I wasn’t able to do it, but a lab technician with years and years of experience, Edith Johannsen, did it for me.
This skin effect disappears at higher silicon contents.
Another interesting thing is the form of graphite around bubbles in the casting:

This sample has only 0.1% silicon, and it was difficult to cast. It has numerous bubbles, and graphite formation at these bubbles took very different forms depending on the size of the bubbles. At the smaller bubbles, nodules grew in from the edge. In the larger bubbles, a skin forms like the one we saw at the edge, under a super-thin layer of iron.
Something is going on here that has to do with nucleation of graphite just under the surface. Again, I don’t think this is mentioned in the literature of cast-iron metallurgy.
Incomplete draft of a report on experimental work at the Department of Metallurgy, Technical University of Denmark, 1985
Donald B. Wagner
20 April 1986
This draft is accompanied by an album of several hundred micrographs ordered by sample number. The album is scanned here:
Sample nos. 2000–2301 | 2400–2711 | 2800–3101 | 3600–3901 | 4000–4311 | 4400–4711 | 5200–5511 | 5600–6011
The experimental results that led to the hypothesis of an influence of section thickness on graphite nucleation and form (Wagner 1984/1989) used the following parameters:
carbon 3.8%
silicon 0.18%
pre-anneal 29 hr at 400°C
anneal 68 or 138 hr at 950°C
thickness 2.5 – 4.2 mm
cast in steel mould
Therefore in the present series of experiments these parameter values were used as the basic starting point. The following parameters were varied separately, i.e. when one was varied the others were held constant:
silicon 0.10% – 1.0%
manganese <0.03% – 0.34%
phosphorous 0.016% – 0.35%
sulphur 0.017% – >0.3%
pre-anneal at 400°C, 0 or 24 hr
annealing temperature 900°C, 950°C, 1000°C
With some exceptions, for each combination of the above parameters the following parameters were varied:
second-stage annealing time 72 hr or 144 hr
thickness 1.8 – 4.0 mm or “thick” (sample cut from casting head)
See Table 1 for a complete list of the combinations of parameters used.
Since it is hypothesized that the influence of section thickness on graphite nucleation and form is due to an influence on solidification time in the mould, a single sample (no. 6011) was cast in a sand mould. All the others were cast in steel moulds.
It is important to remember here that cast-iron metallurgy is very complex, and that its study is still much more empirical than theoretical. Furthermore the experimental work reported in the literature is largely concentrated on alloys in commercial use rather than those which might be expected to give results that would be interesting in the construction of new theories. In particular, very little experimental work has been reported for alloys with silicon content less than about 1%.
In these circumstances it is impossible to say with any certainty what parameters are not important and can safely be ignored; or how much precision is necessary in the measurement of any particular parameter in order to be sure of obtaining reproducible results. Without a well-established theoretical framework in which to work the degree of precision actually necessary remains unknown, and therefore no level of expenditure of time and money would be sufficient to guarantee that the necessary precision has been attained.
Therefore great emphasis has been placed here on comparisons of samples cast from the same melt and annealed together in the same pot. In this way one comes closest to assuring that all relevant parameters (known or unknown) are held constant.
A particular problem is that of the melting temperature and the length of time the iron is held molten before pouring. These parameters are known to influence graphite nucleation, and an influence on graphite form cannot a priori be excluded. No attempt was made to measure either parameter. It can only be stated that the procedure followed in casting the various samples was not intentionally varied. It is unlikely that the melting temperature varied from sample to sample by more than 50°C; the time the iron was held molten was in no case more than about 5 min. The lack of better control with regard to these two parameters makes it especially important to concentrate, wherever possible, on comparisons of samples cast from the same melt.
Colleagues noted (I hope in jest) two other potentially relevant parameters which were not measured: (1) barometric pressure; (2) phase of the moon.
Quantovac analyses for 32 castings were provided by Korrosionscentralen, Glostrup, Denmark. The analyses are tabulated in Table 2 exactly as reported. It should be noted that castings 32–35 and 48–51 (marked with asterisks) were later rejected because of a laboratory blunder. They are included in the following discussion because they can be useful in the statistical treatment of the reliability of the analyses.
It is disturbing to find so much variation in the reported carbon content of the castings. The mean is 3.78 and the standard deviation is 0.28 (7% of mean). There is no reason to believe that the basic iron used in the experiments was not uniform in chemical analysis, and nothing was done to adjust the carbon content of any of the castings. Examination of the etched micrographs of the as-cast unannealed samples indicates an approximately uniform carbon content. In particular, all show dendritic transformed eutectic austenite (pearlite), and therefore the hypereutectic and eutectic analyses reported for castings 24, 31, and 36 are definitely inaccurate.
Results from the Quantovac apparatus can be expected to have a normal (Gaussian) distribution. Using the χ2 test with significance level α=0.05 it can be shown that the hypothesis of a normal distribution with mean 3.78 and standard deviation 0. 28 (7% of mean) cannot be rejected. That is to say, it is likely that all of the samples had ca. 3.8% C and that the variation seen in the analyses is due to a normally distributed error associated with the Quantovac apparatus.
A further check can be obtained by considering the seven groups of four castings that were cast at the same time, so that there cannot be any difference in the C-content of the basic iron used. The means of the C-contents reported for castings in these groups are:
| casting | mean | standard deviation | s.d. as % of mean |
|---|---|---|---|
| 24–27 | 3.81 | 0.47 | 12% |
| 28–31 | 3.65 | 0.44 | 12% |
| 32–35 | 3.80 | 0.26 | 7% |
| 40–43 | 3.69 | 0.28 | 8% |
| 44–47 | 3.79 | 0.12 | 3% |
| 48–51 | 3.93 | 0.13 | 3% |
| 52–55 | 3.75 | 0.10 | 3% |
Much less variation is seen in the means of the groups as compared with the variation seen in the whole corpus of 32 analyses. The mean of the seven means is 3.77 (s.d. = 0.091 = 2% of mean), i.e. essentially the same as the mean of the full corpus of 32 analyses. Other elements which can be expected to be the same in all the castings are Cr (except in the rejected castings, 32–35 and 48–51), Ni, Mo, V, Cu, Ti, Sn, Mg, and B. Of these Cr, Mo, Sn, Mg, and B are reported as zero in all analyses and need not be considered further. The analyses of the others are:
| mean | s.d. | s.d. as % of mean | |
|---|---|---|---|
| 0.071 | 0.0094 | 13% | |
| V | 0.0197 | 0.0047 | 24% |
| Cu | 0.0269 | 0.0027 | 10% |
| Ti | 0.000469 | 0.00051 | 108% |
It can be seen in Table 2 that the elements with large standard deviation, V and Ti, are reported to only one significant digit, the others to two significant digits. The best estimates for these elements seem to be
Ni 0.07 V 0.02 Cu 0.03 Ti <0.001
Considering the analyses for sulphur and phosphorus, the castings in which these elements were intentionally added must at first be left out of account. Then the analyses are:
| mean | s.d. | s.d. as % of mean | ||
|---|---|---|---|---|
| P | 0.0159 | 0.0011 | 7% | (excluding 52–55) |
| S | 0.0172 | 0.0028 | 16% | (excluding 40–53) |
The best estimates for these elements, in cases where they were not added intentionally, are therefore
P 0.016 S 0.017
Where these elements were added intentionally the best estimates are the reported analyses rounded to two significant digits.
Considering the reported silicon contents, castings 28–31, 32–35, and 48–51 must at first be left out of account. The remaining 20 analyses for Si have mean 0.233. The standard deviation is 0.054 (23% of mean), which is rather large. The sample is too small for a rigorous test of normal distribution. In each of these cases 4.5 g ferrosilicon with 70% Si was added to 1500 g molten iron, to give a charge analysis of 0.21% Si. Considering groups of four castings that were cast at the same time, and therefore should have approximately uniform Si-content, we obtain:
| mean | s.d. | s.d. as % of mean | |
|---|---|---|---|
| 24–27 | 0.173 | 0.0041 | 2% |
| 40–43 | 0.245 | 0.035 | 14% |
| 44–47 | 0.218 | 0.006 | 3% |
| 52–55 | 0.320 | 0.022 | 7% |
The mean of the four means is 0.239, with standard deviation 0.062 (=26% of mean). A rigorous test of normal distribution is not possible here, but considering that the variation within each group of four is much smaller than the variation in the full corpus of 20 analyses, it seems best to accept the analyses as given, averaged in groups of four and rounded to two significant digits.
In considering the reported analyses for aluminium, castings 32–35 and 48–51 obviously must be ignored. Considering the remaining 24 analyses (especially castings 28–31), it can be seen that Al content tends to covary with Si content. Apparently the ferrosilicon used contained a small amount of Al; by a rough calculation perhaps l–2%. Taking the 21 castings in which the intended charge analysis was 0.21% Si (nos. 20, 24–27, 29, 36, 40–47, 52–56, 60), the mean reported Al content is 0.0020%,with standard deviation 0.0012 (= 60% of mean). For these the best estimate is therefore 0.002% Al. For castings 28, 30, and 31 the best estimates are the reported analyses, rounded to one significant digit.
Manganese was added intentionally to castings 24-27 and 44-47. In all the others Mn is reported as zero. However the laboratory warns that when Mn < 0.03% the analysis is likely to be unreliable. Furthermore two wet analyses of the basic iron used, by Varde Steelworks and Korrosionscentralen respectively, both indicated 0.03% Mn, again with the warning that analysis of such small quantities of Mn is difficult.
Consequently, we assume here that, in cases where Mn is reported as zero, it will be more correct to say that it is less than 0.03%. It is unfortunate that we do not have a better estimate of the Mn content of these castings, for it would be valuable to know the exact ratio between Mn and S content, but the S content is so low (0.017%) in most castings that no meaningful estimate of this ratio can be arrived at on the basis of the available analyses.
The estimates for Si, Mn, P, S, and Al arrived at in the above discussion are entered in Table 1. The estimates for elements not entered in the table are as follows:
| C | Cr | Ni | Mo | V | Cu | Ti | Sn | Mg | B |
|---|---|---|---|---|---|---|---|---|---|
| 3.8 | 0 | 0.07 | 0 | 0.02 | 0.03 | <0.0001 | 0 | 0 | 0 |
Compare light micrographs and SEMs for:
| 5601, | cast in steel mould | 1.8 mm thick |
| 5701 | " | 2.1 mm |
| 5801 | " | 3.0 mm |
| 5901 | " | ca. 4.0 mm |
| 5911 | " | casting head |
| 6011 | cast in sand mould |
Compare also light micrographs for:
| 2001 | cast in steel mould | 2.1 mm thick |
| 2101 | " | 2.6 mm |
| 2201 | " | 2.8 mm |
| 2301 | " | 4.0 mm |
| 2311 | " | casting head |
These eleven samples were all annealed 24 hr at 400°C, 3 days at 950°C. Within each of the two groups the samples were cast at the same time from the same crucible and annealed together in the same pot. Therefore the only variable in each group should be the mould used in casting the sample.
Within each group the samples are listed above in the presumed order of decreasing solidification rate.
In the light micrographs for each group it can be seen in a general way that the graphite nodules of the tempered samples become more “ragged” as the solidification rate decreases. However some suspicion will always be attached to this type of evidence, as the appearance of the graphite can be influenced by the polishing procedure used.
The scanning electron micrographs for the group 5601-6011, when compared with the light micrographs, show much more clearly the differences in graphite morphology. They also show that the light micrographs can in general be trusted. However it can be seen that the light micrographs of 5701 seem to indicate more ragged graphite nodules than those for 5601, while the SEMs seem to indicate the reverse. A possibility to be investigated is whether the appearance of a ragged surface on the graphite in 5601 is due to corrosion products produced in the etching process.
An important aspect which can be seen only in light micrographs of carefully polished specimens is the internal crystal structure of the graphite nodules. This structure can be seen most clearly with crossed nicols, but no micrographs taken with crossed nicols are given here. In specimen 5601 the graphite nodule at the upper right of the light micrograph “unetched, ×250” has a pseudo-nucleus and with crossed nicols it can be seen to have a quartered radiating crystal structure. It is therefore a genuine spherulite. However, in nearly all other cases the graphite can be seen with crossed nicols to have an irregular structure. Since some of these nodules are quite compact they may perhaps be referred to as “semispherulites”.
The unetched micrographs often show small particles of iron embedded in the graphite. These are not generally apparent in the etched micrographs, presumably because the embedded iron has disappeared under the etching.
Obviously embedded iron would not be detectable in the SEMs, which show only the graphite surface. This is another potentially important phenomenon which can be seen only in light micrographs of very carefully polished specimens.
The basic hypothesis with which this study started was that the solidification rate of a white iron casting in the mould has a significant influence on the morphology of graphite precipitated in a subsequent anneal. Confirmation of this hypothesis is shown immediately by the comparison of the graphite in samples 5601 and 5611, and again samples 2001 and 2011. In these two pairs the samples were cut from the same casting and annealed together in the same pot; the only difference is in the thickness of the sample, and thus its cooling rate in the mould.
In 5601 and 2001 the graphite nodules have an irregular but rounded surface. In 5611 and 2011 the graphite nodules appear to consist of a compact core with projecting flakes.
The hypothesis that has dominated most recent discussion of graphite morphology is that graphite growth in the a direction in the hexagonal graphite crystal produces flake graphite, while growth in the c direction produces spherulitic graphite. The various techniques that are known to encourage spherulitic graphite growth do so either by encouraging c-direction growth or by inhibiting a-direction growth. Experimental results by Hunter and Chadwick (1972a; 1972b ) have cast considerable doubt on this hypothesis, but their work has generally been ignored.
We shall use here a weakened form of the hypothesis. It is assumed only that two graphite growth processes are involved, but no attempt is made to identify these processes. One growth process, operating alone, results in flake graphite; it will be called f-growth. The other, operating alone, produces spherulitic graphite; it will be called s-growth.
We note now that the surfaces of the ragged nodules at high magnifications (see especially the ×3750 SEM of sample no. 5901) strongly resemble flake graphite as it is seen, for example, in grey-cast iron. We may then, under the above hypothesis, describe the morphology in these samples as follows. The few true spherulites found are products of s-growth alone. The more ragged nodules grew by simultaneous s- and f-growth, the degree of raggedness being determined by the rate of f- growth relative to the rate of s-growth.
We may then conclude that in a thin sample cast in a steel mould the rate of f-growth of graphite in a subsequent anneal is much slower than in a thick sample. In the following discussion it is assumed that this effect is due entirely to differences in solidification rate in the mould; however this assumption has not been tested.
The standard assumption in most work on spherulitic vs. flake graphite growth is that trace elements in the iron act in one way or another to encourage or inhibit either s-growth or f-growth. Trace elements may for example be adsorbed on the a or c basal crystal planes and prevent further growth in the corresponding direction. For the case of spherulitic graphite growth in ductile cast iron, observations by Johnson, Kovacs, and Clum (1974) cast doubt on this assumption, and the present experimental results are also extremely difficult to account for in this way.
It is at first sight attractive to suppose (as suggested in Wagner 1984/1989: 51) that the observed influence of solidification rate is due to an influence on segregation of the trace elements which influence graphite morphology. Either (l) a high solidification rate or (2) a lower solidification rate encourages the segregation of (a) elements which encourage s-growth or inhibit f-growth; or (b) elements which inhibit s-growth or encourage f-growth. There are then four possibilities, la, lb, 2a, or 2b. With any one of these four possible hypotheses it is then necessary to suppose that there is a tendency for graphite nuclei to form preferentially in zones where the concentration of trace elements is such that the observed graphite morphology is encouraged.
The simplest mechanism for such a segregation would suppose that there is a large differential in concentration of trace elements between the austenite dendrites and the surrounding ledeburite. Compare now the micrographs of the as-cast samples, nos. 2000–2300, 2010, 5600–5900, 6000. Obviously the pearlite (transformed austenite) dendrites in the slower-cooled samples are much larger than in those cooled more quickly. At the first-stage annealing temperature, in the austenite of the faster-cooled samples the distribution of trace elements would be approximately uniform, because the as-cast structure is fine and full homogenization requires diffusion over very short distances. In the slower-cooled samples the distribution of trace elements would be less uniform.
The assumption that the supposed segregation of trace elements is due to dendrite size is equivalent to either 2a or 2b above. Then it is necessary to assume that graphite nuclei tend to form preferentially either (i) in the dendrites or (ii) in the surrounding ledeburite. The latter is perhaps more likely, since nuclei are generally supposed to form more readily at or near phase boundaries.
However it is immediately clear that the graphite nodules in the annealed samples 2011, 5611, and 6011 are very large compared with either the dendrites or the spaces between dendrites in the corresponding as-cast samples 2010, 5610, and 6000. It is therefore difficult to maintain that the supposed differences in trace-element distribution are caused by differences in dendrite size.
It is in general difficult to imagine a mechanism whose operation would lead to segregation of trace elements on the scale necessary to account for the observed differences in graphite morphology. It should also be noted that the trace-element segregation assumption requires the additional assumption that the segregated trace elements diffuse very slowly in austenite, so that significant homogenization does not occur in the course of several days at 950°C.
It is clear from innumerable experimental results reported in the literature, and also from experiments reported further below, that trace elements do have an important influence on graphite morphology in blackheart malleable cast iron. The discussion above suggests, however, that trace elements are unlikely to be responsible for the influence of solidification rate on graphite morphology observed in the present experiments. I can offer no hypothesis at all to replace the trace-element segregation hypothesis.
If it should be found that it is the thickness of the sample alone, rather than the solidification rate, which is responsible for the results observed, a simple hypothesis concerning the mechanical forces accompanying graphite growth might suffice to explain these results.
As graphite grows in austenite the austenite must distort by plastic flow to give place for the graphite. This plastic flow leads to stress within the austenite. The stress causes pressure at the interface between the graphite and the austenite. This leads to distortion of the graphite crystal structure, which may be expected to influence growth rates in the different crystal directions. Since the stress within the austenite, and therefore interfacial pressure, may be expected to be smaller in thin samples than in thick samples, it can be hypothesized that larger distortions of the graphite crystal structure encourage f-growth or inhibit s-growth.
Besides the above considerations of atomic-level crystal-growth processes, geometric considerations at the microscopic level might also be involved. Less energy is expended in bringing about the required distortion of a thin sample than a thick sample of the same volume. If the graphite-austenite interface is larger, less energy is needed per unit area for a given amount of growth. This implies that the pressure exerted by the growing graphite on the austenite is less. A given amount of flake graphite has a larger surface area than the same amount of spherulitic graphite; under the assumption that higher interfacial pressure means slower graphite growth, f-growth should be favoured in thick samples even if there is no difference in this influence between f- and s-growth.
This entire discussion concerns only graphite precipitated in the annealing of white-cast iron. Since trace elements, annealing temperature, and numerous other parameters are known to influence graphite morphology under these circumstances, the experiments reported here add one more parameter to those already known.
Ductile cast iron (SG iron), in which spherulitic graphite is precipitated during solidification in the mould, is not a concern of the present study. However it may be noted that the above hypothesis concerning the influence of mechanical pressure on graphite morphology may also be relevant here. It is possible that alloying with cerium or magnesium influences the geometry of the first austenite precipitated from the melt, and thereby influences the interfacial pressures acting to resist graphite growth within this austenite.
It was hypothesized earlier (Wagner 1984: 1984/1989: 50) that that above some critical solidification rate graphite nucleation increases dramatically. This effect was not observed in the present work. It is possible that the earlier observations were due to accidental variation in some other parameter; or it may be that the hypothesized critical solidification rate was not reached with the moulds used here.
For most combinations of other parameters two second-stage annealing times were used, 72 and 144 hr; however in nearly all cases the samples were 100% graphitized already at 72 hr, as can be seen in the micrographs of etched specimens. Since the polishing of the specimens was time-consuming, most of the samples annealed for 144 hr were set aside. A few specimens were prepared, however, in order to investigate the specific influence of this parameter. Compare the light micrographs for the following, all with 0.19% Si, cast in steel moulds, annealed 24 hr at 400°C, then for the indicated time at 950°C.
| 2001 | 2.1 mm thick | 72 hr |
| 2002 | 2.2 mm | 144 |
| 2101 | 2.6 mm | 72 |
| 2102 | 2.6 mm | 144 |
| 2011 | casting head | 72 |
| 2012 | " | 144 |
All six samples were cast from the same melt, and they should therefore have the same chemical analysis. They were annealed in the same oven at the same time, so that their thermal history over the first 72 hr should be the same; measurements showed no significant difference in oven temperature between the first 72 hr and the remaining 72 hr.
We may begin by observing that all samples are 100% graphitized. Whatever differences may be found between the 72-hr annealed samples and the 144-hr annealed samples are therefore due to rearrangement of already-precipitated graphite rather than precipitation of excess combined carbon.
The micrographs do not show any obvious difference in graphite form between samples 2001 and 2002 or between samples 2101 and 2102.
On the other hand, between the samples cut from the casting head of casting 20, nos. 2011 and 2012, there is a remarkable difference: the graphite nodules in 2012 are much more ragged, and the largest nodules are much larger than the largest nodules in 2011. This difference may possibly be an artifact of the polishing procedures used, or of the choice of areas to be photographed. In particular, in the micrograph of 2012 labelled “etched with nital, ×250”, the two nodules at the bottom are obviously incorrectly polished, with tongues of iron stretched out over the edges of the graphite. It is difficult to imagine, however, that the appearance of the two large nodules in this micrograph could be accounted for in this way.
If the difference observed between samples 2011 and 2012 is real it must be due to further growth, after the first 72 hr, of some graphite nodules at the expense of others. Random fluctuations in the carbon content of the austenite leads to precipitation of more graphite at some graphite-austenite interfaces and solution of graphite back into the austenite at other interfaces.
This redistributive effect is observed in the thick samples but not in the thin samples. Since the graphite in the thick samples, after 72 hr anneal, is more ragged than that in the thin samples, this difference may be due to a simple geometric consideration: with a larger graphite-austenite interface area the redistribution process proceeds more quickly. At the same time it might be ,that there are differences in the tendencies to transfer carbon atoms to or from austenite at f-growth interfaces and at s-growth interfaces (see Section 2.3.1).
If careful reexamination of specimens 2011 and 2012, by both light and scanning electron microscopy, indicates that the above-described phenomenon is real, it might be useful to investigate it further by experiments involving very long annealing times: weeks or even months.
Most of the samples were annealed at 950°C, but a few were annealed at 900°C or 1000°C in order to test the influence of this parameter. Because of poor planning of the experiments, direct comparisons in which only the second-stage annealing temperature varies are not available, but the following comparisons can be useful.
Compare the light micrographs for the following, all cast in steel moulds, annealed 24 hr at 400°C and further at the indicated temperature for the indicated time:
| 3801 | 0.20% Si | 2.1 mm thick | 900°C | 144 hr |
| 3901 | " | 2.5 mm | " | " |
| 3811 | " | casting head | " | " |
| 2002 | 0.19% | 2.2 mm thick | 950°C | " |
| 2102 | " | 2.6 mm | " | " |
| 2012 | " | casting head | " | " |
| 2001 | " | 2.1 mm thick | " | 72 hr |
| 2901 | 0.20% | 2.5 mm | " | " |
| 2101 | 0.19% | 2.6 mm | " | " |
| 2011 | " | casting head | " | " |
| 2911 | 0.20% | " | " | " |
| 3601 | " | 2.0 mm thick | 1000°C | " |
| 3701 | " | 2.4 mm | " | " |
| 3611 | " | casting head | " | " |
| 5601 | 0.23% | 1.8 mm thick | 950°C | " |
| 5701 | " | 2.1 mm | " | " |
| 5611 | 0.23% | casting head | " | " |
Taking first the samples annealed 144 hr at 900°C , it can be seen that none is 100% graphitised. In 3801 the matrix is a roughly uniform mixture of pearlite and cementite; 3901 is 100% graphitised except for a large zone of pearlite + cementite with almost no graphite; 3811 is 100% graphitised except for some small zones at the edge.
Since the comparable samples annealed at 950°C for 72 hr are all fully graphitised, while these three, annealed at 900°C for 144 hr, are not, it is clear that the annealing temperature has a strong influence on the rate of graphite growth.
Considering the form of the graphite, the thinnest sample annealed at 900°C, no. 3801, 2.1 mm thick, has nearly perfect spherulitic graphite. The most nearly corresponding sample annealed at 950°C is no. 2002, 2.2 mm thick; its graphite is much more ragged.
The graphite in sample no. 3901, 2.6 mm thick, annealed at 900°C , is more ragged than the graphite in no. 3801; but it is somewhat less ragged than in no. 2102, 2.6 mm thick, annealed at 950°C. The internal structure of the graphite nodules appears also to be more regular in no. 3801 than in no. 2102.
The graphite near the centre of sample no. 3811, cut from the casting head, annealed at 900°C , seems to be very similar to that in no. 2012, annealed at 950°C ; except that the large very ragged nodules in 2012 are not apparent in 3811. Considering what has been said in Section 2.4 above on the possibility of redistribution of graphite in the latter half of a 144- hr anneal, however, comparison with nos. 2011 and 5611, annealed 72 hr at 950°C, may be more appropriate. There is no obvious difference between the graphite at the centre of no. 3811 and that of nos. 2011 and 5611.
At several points along the edge of no. 3811 there are ungraphitised zones, and near these are zones of partial graphitisation with very large nearly spherulitic graphite nodules. These are not seen in the corresponding samples annealed at 950°C . It may be assumed that the lower total amount of graphite precipitated in these zones is due to an insufficient number of graphite nuclei. This would also be the explanation for the larger size of the graphite nodules which are present in these zones: with fewer nuclei there is a larger amount of carbon available per nucleus.
In most of the other samples in the experiments reported here it can be seen that there are local variations in graphite nodule size within a single sample. This may be assumed to be due to local variations in numbers of nuclei present. There is no obvious explanation for this variation; nor is there any obvious explanation for the association, in sample no. 3811 alone, of a smaller graphite nucleus density with a greater tendency toward spherulitic graphite growth.
Turning now to the samples annealed at 1000°C for 72 hr, nos. 3601, 3701, and 3611, we observe first that the graphite nodules are in each case larger than those in the corresponding samples annealed at 950°C for 72 hr. Again this must be because there are fewer graphite nuclei. There are zones in the samples annealed at 1000°C in which the graphite nodules are very large. This influence of annealing temperature on graphite nucleation has often been noted in the literature, but to my knowledge no explanation for the phenomenon has been offered.
Compare now the graphite form in the following:
3601: 2001, 5601, 5701
3701: 2101
3611: 2011, 5611
In each comparison the graphite nodules in the sample annealed at 1000°C are more ragged than those in the samples annealed at 950°C .
One conclusion from the above discussion is that the annealing temperature has an influence on graphite form, with lower temperatures favouring spherulitic graphite growth.
Following the hypothesis of two modes of graphite growth (Section 2.3.1 above), an immediate explanation for this phenomenon would be that the rates of s-growth and f-growth are influenced in different ways by the annealing temperature. Both growth rates would presumably increase with increasing temperature, but f-growth would increase faster.
The observed influence of annealing temperature on graphite form contradicts the alternative hypothesis, that mechanical pressure at the graphite-austenite interface influences graphite form. Since the internal stress in the austenite should be smaller at higher temperatures, the reverse of the observed effect would be expected.
A few samples were annealed 144 hr at 950°C without the usual pre-anneal, 24 hr at 400°C. Because of poor planning of the experiments there are no exact comparisons in which only this one parameter varies. The following comparisons are the closest available, all cast in steel moulds and all annealed 144 hr at 950°C.
| 3602 | 0.20% Si | 2.2 mm thick | no pre-anneal |
| 3702 | " | 2.6 mm | " |
| 3612 | " | casting head | " |
| 3712 | " | " | " |
| 2002 | 0.19% | 2.2 mm thick | pre-anneal 24 hr at 400°C |
| 2102 | " | 2.6 mm | " |
| 2012 | " | casting head | " |
Samples 3612 and 3712 would be expected to have a similar structures and in fact they do.
It is well documented in the literature that a pre-anneal at some temperature in the neighbourhood of 400°C increases the number of graphite nuclei in the sample. (Several workers have attempted to determine the optimum pre-anneal temperature, and they report widely diverging values (e.g. Boegehold 1938: 480–481; Schneidewind & Reese 1949; Schneidewind 1950: 204; Gamol’skaya & Rabinovich 1964; Todorov & Nikolov 1970; Tsutsumi & Hoshibara 1975). No doubt the optimum temperature is dependent on other parameters, especially trace-element analysis.) This phenomenon is strikingly apparent in the present comparisons: The graphite nodules in the samples not pre-annealed are much larger than those in the pre-annealed samples. This indicates that the number of graphite nuclei was much smaller. The graphite nodules are largest in the thick samples, nos. 3612 and 3712; these two samples are not 100% graphitised, so here a longer second-stage anneal would have led to even larger nodules.
Simple geometric reasoning gives the relationship between nucleus density and graphite nodule size. Make the simplifying assumption that all graphite nodules are perfect spheres with the same diameter. Let
p = extent of graphitisation (0 < p < 1)
N = graphite nuclei per unit volume
d = diameter of each graphite sphere
I = specific gravity of original white cast iron
G = specific gravity of graphite
CI = carbon content of original iron, wt%
CA = maximum carbon content of austenite at annealing temperature, wt%
Then
![N=[6pI(CI-CA)/(π(d^3)G)]](graphite-equations/eq1.svg)
Substituting I = 7.9 g/cm3 , G = 2.2 g/cm3 , CI = 3.8 wt%, and CA = 1.4 wt% gives, for the annealing temperature 950°C ,
(1) 
where N is in nuclei/mm3 if d is in mm. The precision of this approximation can be checked by noting that, under the same simplifying assumptions, if
n = number of graphite nodules per area visible in polished section
then
(2) 
The following table gives the estimated p, d, and n for the seven samples, together with values of N calculated by the two alternative methods (1) and (2). In each case d is the diameter of the largest graphite nodule seen in the polished section, and n is an average of nodule counts in several randomly selected microscope viewfields near the center-line of the polished section. (In rows marked with arrows, d and n were estimated from the available micrographs rather than directly in the microscope.)
| observed p |
observed d |
observed
n |
calculated
|
calculated
 |
||
|---|---|---|---|---|---|---|
| mm | nod/mm2 | nucl/mm3 | nucl/mm3 | |||
| pre-annealed: | ||||||
| 2002 | 1 | 0.10 | 25 | 160 | 250 | |
| 2102 | 1 | 0.13 | 20 | 73 | 154 | |
| → | 2012 | 1 | 0.12 | 37 | 93 | 308 |
| not pre-annealed: | ||||||
| 3602 | 1 | 0.15 | 10 | 47 | 67 | |
| → | 3702 | 1 | 0.20 | 5 | 20 | 25 |
| → | 3612 | ~0.75 | 0.33 | 1 | 3 | 3 |
| → | 3712 | ~0.75 | 0.33 | 2 | 3 | 6 |
The discrepancy between the two calculations of N is rather less than expected, considering the general imprecision of the methods employed. The chief source of error is probably the fact that the nucleus density is clearly not uniform throughout the sample (see especially the micrographs of no. 2012). Taking for d the diameter of the largest graphite nodule seen means that N calculated by means of (1) holds for the zone of lowest nucleus density. The observed n, on the other hand, is an average which includes zones of higher nucleus density. Thus N calculated by means of (2) would be expected to be higher, as indeed it is. The true average nucleus density for the sample should be still higher, since the average nodule diameter is smaller than the value of d used here.
Whichever calculated value is used for the nucleus density N it is clear that the pre-anneal at 400°C has a profound influence on graphite nucleation. It appears also that this influence is greater in the thick samples than in the thin samples.
The influence of sample thickness on graphite form discussed in Section 2.3 above is also apparent here. Within the limits of the material available it does not appear that the pre-anneal has any influence on graphite form.
A trick that might usefully be applied in future experiments would be to reduce the warm-up time to a minimum, thereby reducing the nucleus density and increasing the size of the graphite nodules. This could be done by using annealing pots designed for very efficient heat transfer and by starting the anneal in an extremely overheated oven. For example the pot might be placed in an 1100°C oven for a few minutes, then transferred to a 950°C oven for the required annealing time. By this means it might be possible to produce graphite nodules as large as 1 mm diameter or even larger; these might be more convenient for study.
Compare light micrographs and SEMs for the following samples, all of which were annealed 24 hr at 400°C, 72 hr at 950°C. All were cast from the same melt, with additions of ferrosilicon (70% Si, some Al) between pourings; they were all annealed together in the same pot.
| 2801 | 0.10% Si | 0.00% Al | 2.5 mm thick |
| 2811 | " | " | casting head |
| 2901 | 0.20% Si | 0.002% Al | 2.5 mm thick |
| 2911 | " | " | casting head |
| 3001 | 0.47% Si | 0.009% Al | 2.6 mm thick |
| 3011 | " | " | casting head |
| 3101 | 1.0% Si | 0.02% Al | 2.8 mm thick |
The casting head of casting 31, from which sample 3111 was cut, turned out to be grey-cast (because of the relatively high Si content) and therefore useless in the present investigation. No micrographs were prepared for this sample.
The casting head of casting 30 was mottled; this can be seen in the upper right of the “etched, x750” micrograph of the as-cast sample 3010. The micrograph of the annealed sample 3011 shows the mottling more clearly. Sample 3011 is 100% graphitised, but very little graphite was found outside the original zones of mottling. It seems therefore that in the anneal graphite precipitated preferentially on the graphite already present at the beginning of the anneal. Therefore sample 3011 is of limited relevance to our present concern.
It is assumed here that the differences observed among the samples are due solely to the variation in silicon content, and that the unintended variation in aluminium content is unimportant. This assumption should be tested using reagent-grade ferrosilicon instead of industrial grade.
All samples except 2801 are 100% graphitised. Comparing 2801 and 2901, it can be seen that there is a small difference in graphite form, with the nodules more nearly spherulitic in 2801. (This difference is more obvious in the internal structure of the nodules, as seen with crossed nicols, than in the micrographs presented here.) Since the nodule diameter is approximately the same in both samples, while the nodule density is much greater in 2901, it is clear that the difference in degree of graphitisation is due to a difference in initial nucleus density and not to any great extent to a difference in graphite growth rate.
At higher Si contents the nodule density becomes high, as can be seen in samples 3001 and 3101. NB: One can easily be deceived in comparing the micrographs of these two with those of 2801 and 2901. The number of nodules seen in the ×250 micrograph of 3001 is of the same order of magnitude as the number seen in the ×25 micrograph of 2901. The formula for the nucleus density, ![]() , noted in Section 2.6 above, indicates that the nucleus density is about three orders of magnitude greater in 3001 than in 2901.
, noted in Section 2.6 above, indicates that the nucleus density is about three orders of magnitude greater in 3001 than in 2901.
Comparison of samples 2801, 2901, and 3001 suggests that graphite nucleus density increases with increasing Si content. It is therefore curious that sample 3101, with 1.0% Si, has a smaller nodule density than 3001, with 0.47% Si. Besides silicon content there are at least two possibly significant differences between 3001 and 2901: (1) 3001 is thicker (2.8 mm vs. 2.6 mm); (2) 3001 has higher aluminium content (0.02% vs. 0.009%). Either of these parameters may influence the nucleus density; or of course it may be that the observed phenomenon is real: above some critical Si content nucleus density decreases with increasing Si content.
Because the thick samples with high Si content (3011 and 3111) were cast grey or mottled, the influence of sample thickness can be investigated only at the lowest Si levels. Comparing 2801 with 2811 and 2901 with 2911, the influence of sample thickness on graphite form observed in Section 2.3 above is also apparent here. Further, it can be seen that this influence is greater at 0.10% Si than at 0.20% Si.
Compare the light micrographs and SEMs for the following samples. These were cut from castings 52-55, which were poured from the same melt, ferrophosphorous (12% P) being added between pourings. All have 0.32% Si. All were annealed together 24 hr at 400°C and 71 hr at 950°C , in the same pot.
| 5201 | 0.09% P | 2.1 mm thick |
| 5211 | " | casting head |
| 5301 | 0.17% P | 2.2 mm thick |
| 5311 | " | casting head |
| 5401 | 0.27% P | 2.1 mm thick |
| 5411 | " | casting head |
| 5501 | 0.35% P | 2.1 mm thick |
| 5511 | " | casting head |
These are the only samples in the present series of experiments which have Si content near 0.32%. Therefore there are no samples to which P was not intentionally added that can be directly compared with these. The closest comparisons available are the following.
| 5701 | 0.23% Si | 0.016% P | 2.1 mm thick |
| 5611 | " | " | casting head |
| 2901 | 0.20% Si | 0.016% P | 2.5 mm thick |
| 2911 | " | " | casting head |
| 3001 | 0.47% Si | 0.016% P | 2.6 mm thick |
| 3011 | " | " | casting head |
All of these were annealed 24 hr at 400°C , 3 days at 950°C (5701 and 5611: 71 hr; others: 72 hr) . Nos. 5701 and 5611 were annealed in the same pot as the phosphorous series 52-55, and therefore have exactly the same annealing parameters as those.
The influence of silicon content has been discussed in Section 2.7. Comparison of the two groups of samples listed above (compare especially 5201 with 5701 and 3001) indicates that, whatever influence the silicon content may have on graphite form and distribution in the series 52–55, the addition of phosphorous has a strong influence.
Consider now the light micrographs and SEMs for sample no. 5201. At first sight the polished specimen appears to be “dirty”, i.e. poorly polished. Hard words were exchanged in the laboratory concerning this specimen, but the laboratory technician’s honour was totally vindicated by the SEMs. What had seemed to be “dirt” was in fact large numbers of extremely small graphite spherulites. One of the SEMs given here shows, at magnification x5000, a spherulite with diameter only 6 μm.
Spherulites of various sizes can be seen in the micrographs. The large irregular “clumps” of graphite which can also be seen appear to be clusters of spherulites. As was discussed in Section 2.4 above, we might expect that random fluctuations in the carbon content of the surrounding austenite would have led to growth of the largest graphite nodules at the expense of the smallest. Phosphorous is known to reduce the diffusion coefficient of carbon in austenite, and this may be the reason why this effect is not seen here.
Comparison of 5201 with the various samples listed with 0.016% P indicates that phosphorous has a strong influence on graphite nucleation. The nodule density is very much higher in 5201. Furthermore it can be seen throughout the series 52–55 that there is a tendency toward a non-random “patterning” of the nodule distribution: bands of high and low nodule density can be discerned. This patterning can be seen in all of the samples, but is strongest in the thin samples of highest P content: note especially 5401 and 5501.
In the light micrographs the irregular shapes of the largest graphite nodules have no obvious explanation in the usual terms of flake growth and spherulitic growth. This puzzle is quickly solved when one looks at the SEMs of samples 5201, 5211, and 5511: the large clump-like graphite nodules are in fact clusters of very small spherulites. In zones of very high nucleus density, spherulites coalesce to form a clump. It is then odd that metallic iron is not seen inside the graphite clumps, where it should be expected to be trapped by the growing graphite (see the discussion in Section 2.3 above). However these specimens were the most difficult to polish in the entire series of experiments, and a renewed polishing attempt directed at this specific question may reveal metallic iron inside the clumps.
Another oddity, much more difficult to explain, can be seen in the SEMs of sample no. 5501. Here there are two distinct nodule forms intimately intermixed: perfect spherulites and ragged spherulites of the same type as discussed in previous Sections (compare e.g. the SEMs of sample 5611). The ragged spherulites can be explained as the product of simultaneous s-growth and f-growth as hypothesized in Section 2.3.1 above. They do not seem to be explainable as clusters of small spherulites.
The non-random pattern of graphite nodule distribution has been noted above. It seems very likely that this pattern is related to the dendritic structure of the as-cast samples before annealing, but no more precise explanation can be suggested here. We have also noted that there are microregions of high nucleus density, in which graphite spherulites coalesce into clumps. A second question is then whether, within the gross non-random pattern seen at low magnification, the variation in nodule density seen at higher magnification is random or patterned. Here again no suggestion can be offered.
The most interesting influence of phosphorous seen here is the fact that graphite growth is entirely spherulitic in all but one of the samples. This phenomenon has not, to my knowledge, been reported in the literature. Two possible explanations may be offered for the fact that this has not been observed before: First, it is not obvious in light micrographs, because of the “clumping” effect and the difficulty of distinguishing the very small spherulites from “dirt”. Second, most modern cast-iron research is concerned with alloys used in industry. These differ from the alloys of the present series of experiments in numerous ways: most notably, the Si content is always much higher, and Mn and S contents usually somewhat higher. It will therefore be important in future experiments to study the influence of phosphorous content on graphite form in relation to other trace elements present.
The presence in sample no. 5501 of two very distinct graphite nodule forms in close proximity contradicts all of the possible hypotheses offered in Section 2.3.1 above, as well as all those hypotheses in the published literature of which I am aware.
Concerning the influence of sample thickness on graphite form, the only major difference between corresponding thin and thick samples seems to be the peculiar difference, already noted, between 5501 and 5511. In this case the influence of sample thickness is in the opposite direction from the influence observed in Section 2.3 above: the thin sample contains perhaps 50% ragged spherulites, while the thick sample contains only perfect spherulites.
Boegehold, A. L. 1938. ‘Factors influencing annealing malleable iron’. Transactions of the American Foundrymen’s Society 46: 449–490.
Gamol’skaya, Z. M., and B. V. Rabinovich. 1964. ‘Low-temperature annealing of malleable iron’. Russian castings production May 1964: 239–240. Tr. from Liteinoe proizvodstvo.
Hultgren, Axel, and Gustaf Östberg. 1954. ‘Structural changes during annealing of white cast irons of High S:Mn ratios: Including the formation of spherulitic and non-spherulitic graphite and changes in sulphide inclusions’. Journal of the Iron and Steel Institute 176: 351–365. Tr. from Jernkontorets annaler, 1955, vol. 139.
Hunter, M. J., and G. A. Chadwick. 1972a. ‘Structure of spheroidal graphite’. Journal of the Iron and Steel Institute Feb. 1972: 117–123.
———. 1972b. ‘Nucleation and growth of spheroidal graphite alloys’. Journal of the Iron and Steel Institute Sept. 1972: 707–717.
Johnson, W. C., B. V. Kovacs, and J. A. Clum. 1974. ‘Interfacial chemistry in magnesium modified nodular iron’. Scripta metallurgica 8: 1309–1316.
Rote, F. B., E. F. Chojnowski, and J. T. Bryce. 1956. ‘Malleable base spheroidal iron’. Transactions of the American Foundrymen’s Society 64: 197–208.
Schneidewind, Richard. 1950. ‘A summary of the quantitative effects of some factors on the annealing of white cast iron’. Transactions of the American Foundrymen’s Society 58: 202–207.
Schneidewind, Richard, D. J. Reese, and A. Tang. 1947. ‘Graphitization of white cast iron: Effect of section size and annealing temperature’. Transactions of the American Foundrymen’s Society 55: 252–259.
Stein, E. M., et al. 1970. ‘Effects of variations in Mn and S contents and Mn-S ratio on graphite-nodule structure and annealability of malleable-base iron’. Transactions of the American Foundrymen’s Society 78: 435–442.
Todorov, Radoslav, and Michail Nikolov. 1970. ‘Einfluss der Vorglühung von Temperguss auf die Menge und Verteilung der Graphitkeime über den Querschnitt’. Giesserei 57.8: 197–200.
Tsutsumi, Nobuhisa, and Satoshi Hoshibara. 1975. ‘Study on the effect of pre-baking at sub-critical temperature on the graphitization of white iron’. Report of the Castings Laboratory, Waseda University 26: 61–67.
Wagner, Donald B. 1984 / 1989. Toward the reconstruction of ancient Chinese techniques for the production of malleable cast iron. (East Asian Institute occasional papers 4). Copenhagen: East Asian Institute, University of Copenhagen. Originally presented at the Third International Conference on the History of Chinese Science, Beijing, 20–25 August 1984.donwagner.dk/Toward2pp.pdf